





 扫一扫
扫一扫
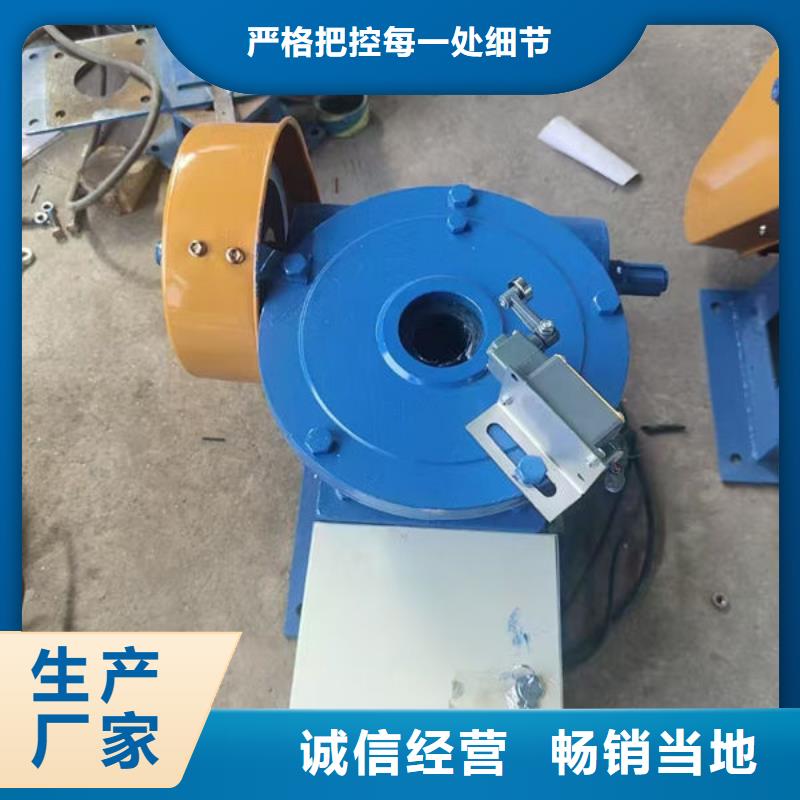
产品特点图

【学员问题】水闸施工固定式和门式启闭机安装规定?
【解答】1、固定式启闭机安装,应以闸门起吊中心为基准,纵、横向中心偏差应小于3mm;水平偏差应小于0.5/1000;高程偏差宜小于5mm.
2、螺杆式启闭机的螺杆与闸门连接的垂直偏差应不大于0.5/1000.
3、启闭机安装时应全面检查。开式齿轮、轴衬等转动处的油污、铁屑、灰尘应清洗干净,并加注新油;减速箱应按产品说明书的要求,加油至规定油位。
4、启闭机定位后,机架底脚螺栓应即浇灌混凝土,机座与混凝土之间应用水泥砂浆填实。
5、门机安装时,应全面清点和检查,构件安装的偏差应符合图纸规定。无规定时,可参照表11.1.5执行。
6、门机轨道安装和门机组装偏差应符合图纸和厂家说明书的规定。如无规定时,参照(SLJ201)有关规定执行。
7、门机的夹轨器安装和限位开关装置,均应动作灵活可靠。
8、双卷筒启闭机的安装应保持同心,联轴节两轴的同心度和端面间隙、轴瓦与轴颈顶间隙、开式齿轮啮合要求及测量方法均应参照(SLJ201)执行。
9、启闭机制动器闸瓦退路和电磁铁行程,安装时应按产品说明书的要求予以调整。
10、双吊点的钢丝绳长度偏差应调整到最小范围,使闸门全行程无卡阻,止水橡皮无严重摩擦。

适用范围


耀禹水利机械厂拥有技术研发队伍、雄厚的技术创新和 球墨铸铁闸门、产品开发能力:拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段、雄厚的实力。我们本着求是创新开发进取团结奋进的精神,以振兴民族工业为己任、在广泛的 球墨铸铁闸门、领域里,为客户提供及时有效的解决方案.



为什么选择我们

(1)闸门门体、止水清理检查,定轮、侧轮、弧门支铰注油时,作用人员应系按安全带,穿防滑鞋,并有专人监护;
(2)在门槽内作业,要有防止工具、器材落入门槽的措施,以防闸门卡滞;
(3)作业期间启闭机室或闸门孔口上部应有专人监护;
(4)不得在启闭机卷筒旋转时润滑钢丝绳;
(5)维护启闭机开式齿轮、减速器、联轴节等传动机构时,作业人员应统一指挥,协调一致,防止挤、轧伤手指,作业完毕应将防护罩装好,不得缺损。

技术支持:cnwbgg.com