





 扫一扫
扫一扫

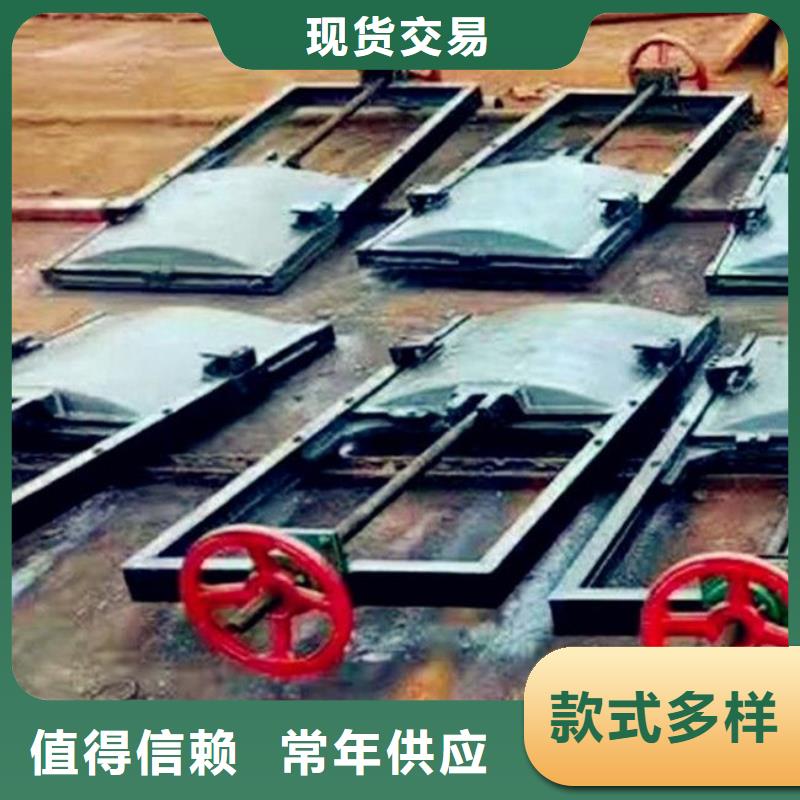
铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
4.2喷锌
外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。
镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。


河畔水利机械厂的产品以合理的价格,【铸铁闸门、】产品质量及优良的售后服务,深受客户欢迎。【铸铁闸门、】价格合理,欢迎来电洽谈订购 。
我们的宗旨:人有我优。
经营理念: 让利多销,培养忠实客户群体。
经营宗旨: 售前当好参谋,售后搞好服务。
质量目标: 不断完善自我,满足客户需求。

铸铁闸门外形尺寸及安装尺寸 规格型号 口径 安装尺寸(mm) 配启闭机(t) 使用水头 重量(kg)
1、铸铁镶铜闸门安装前,要首先检查竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸门)的连接螺丝,是否在运输装卸中引起松动,它们的接茬是否错牙,要调整成一个平面,检查闸板与闸槽的间隙,保证闸槽与闸板的间隙不大于0.08mm,如有间隙可以调节闭紧装置。上紧各连接螺栓。
2、安装时闸门整体竖入预留槽,在两边立框的下面垫上调整垫(严禁垫下横梁),两立框用手动葫芦和斜拉立稳,将闸门找直找平,各地脚孔内串上地脚螺栓,调节好闸门的位置,支好模板进行二期浇注。
3、浇注混凝土时,流进闸板、闸框、斜铁、挡板间的灰浆应彻底清除,以防止灰浆凝固后影响闸门启闭。
4、清除加固物。闸门出厂前,为使闸板、闸框贴合紧凑,安装后减少间隙,2m以上的闸门在上下框上安装了4-6个紧闭装置压铁,注意在间隙调整后,闭紧压铁拆除,以便闸门启闭。
5、按预埋图中的要求预留闸门及启闭机安装位置;
6、用吊铅锤直线方法预埋预埋件,保证其表面和垂直度为1.5~3‰范围内;
7、用螺栓将门框、导轨固定在预埋件上;
8、当螺杆细长比(提升杆长度/螺杆外径)4H/d>200时应设置轴导架,轴导架距闸门吊耳距离应大于闸门开启度。


技术支持:cnwbgg.com